The genius of lean is that it organizes the work in such a way that people learn as they do it, as opposed to most other systems that separate work (delivering) from learning (training). A key principle of Lean Thinking is that JOB = WORK (WITH STANDARDS) + KAIZEN. In truth, real value-adding in lean is not simply doing the work and delivering what is promised but adding value by contributing to the future of the activity: through kaizen, we enhance a product but also identify a more cost effective way to work and design an easier process.
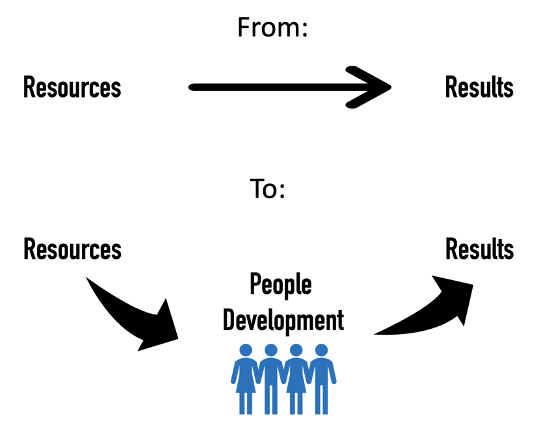
It’s easy to believe that kaizen works by improving the process, so that people can run it with less thinking, and so make less mistakes and work less time – but it is not so. Kaizen is an opportunity to develop human capital in the organization, which in turn will deliver smarter processes all around. Lean Thinking brings a radical perspective shift from using resources through “processes” in order to get results to developing people’s ability to understand processes more deeply and better work together in order to use resources with less waste.
Lean delivers superior results because it frames a system of learning in which people deepen their understanding of their work and their environment as they deliver on their daily jobs. In doing so, it develops the human capital of the organization. But how does that work? To understand this bit of lean magic, we need to delve more deeply into how adults learn.
Adults are experienced in almost everything. Contrarily to children, who learn new things from scratch all the time, when you open an adult’s mental drawer, (a “topic”) you will find something there (it may be wrong or inappropriate, but it is there all the same). Therefore, any new learning must somehow jibe with what is already “known.” As the famous psychologist Jean Piaget noted, when faced with a new fact, people can either:
- Assimilate: make whatever new fact fit within their existing mental models (sometimes forcibly).
- Accommodate: change their mental models around the new fact and pivot to a new understanding.
Not surprisingly, assimilating happens far more frequently than accommodating, even when the new information clearly doesn’t fit with prior beliefs. A much-studied mental quirk of how human minds work is that we will tend to dismiss, explain again or simply ignore new data that challenges our previously held beliefs in order to reduce “cognitive dissonance” – and it often takes something of a shock to accept new evidence and change our minds.
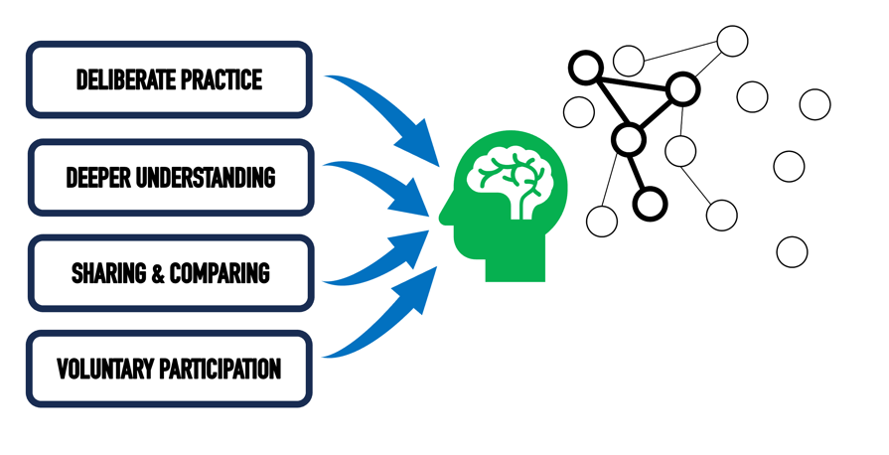
Be it assimilation or accommodation, how do adults learn, then? The four better known paths to adult learning are engaging with deliberate practice, deepening our theoretical understanding, comparing what we know with what others think, and participating in collective activities:
DELIBERATE PRACTICE
Deliberate practice is how we learn and are taught music or sports: we must practice. This means taking a set task and going through it deliberately again and again. The fact that we do it deliberately makes a big difference: if you’re forced by someone else, somehow the neurons don’t fuse as handily. Deliberate practice has been well studied and essentially works through practicing, making mistakes, and correcting these mistakes in the next practice.
This quite obviously poses the question of how to spot one’s mistakes and correct them. Life is not a computer game, in which we can die time and again as we try to reach the next level, so we usually have teachers, coaches or mentors to accompany us in our practice, point out our mistakes and help us correct them. In a lean type of environment, these roles will be:

Organizations need to recognize these roles and set them up for people to learn: how are you organized for shop floor support? For manager’s mentoring? For executive coaching?
Lean team-level organizational systems are unique inasmuch as they’re set up to reveal mistakes right away: a kanban card that is late, a poke-yoke that stops the process, an andon that calls for inspection and so on. But these physical systems are only as good as the people who set them up and maintain them – and react when they reveal a problem. There is a human organization underpinning the lean tools in order to turn discovery of mistakes into learning how to avoid them.
DEEPENING ONE’S UNDERSTANDING
The next essential activity for learning is deepening our theoretical understanding of our own activity, the system that it is part of, and the environment of that system. To deepen our grasp of fundamentals, these activities must go hand in hand:
- Reading theoretical works
- Conducting deep-analysis problem solving
- Writing and teaching
Reading theory outlines mental models to facilitate understanding and problem solving fleshes them out with real-life concrete cases – think of reading as creating branches on a Christmas tree and exploring real cases as placing Christmas balls on them.
The lean toolbox has many tools to support developing our deep knowledge, starting with repositories of standards (how things should work ideally) and formats for deepening analysis, from shop floor “5 whys” to full A3 problem-solving to structure deep-dive exploration and analysis of complex topics.
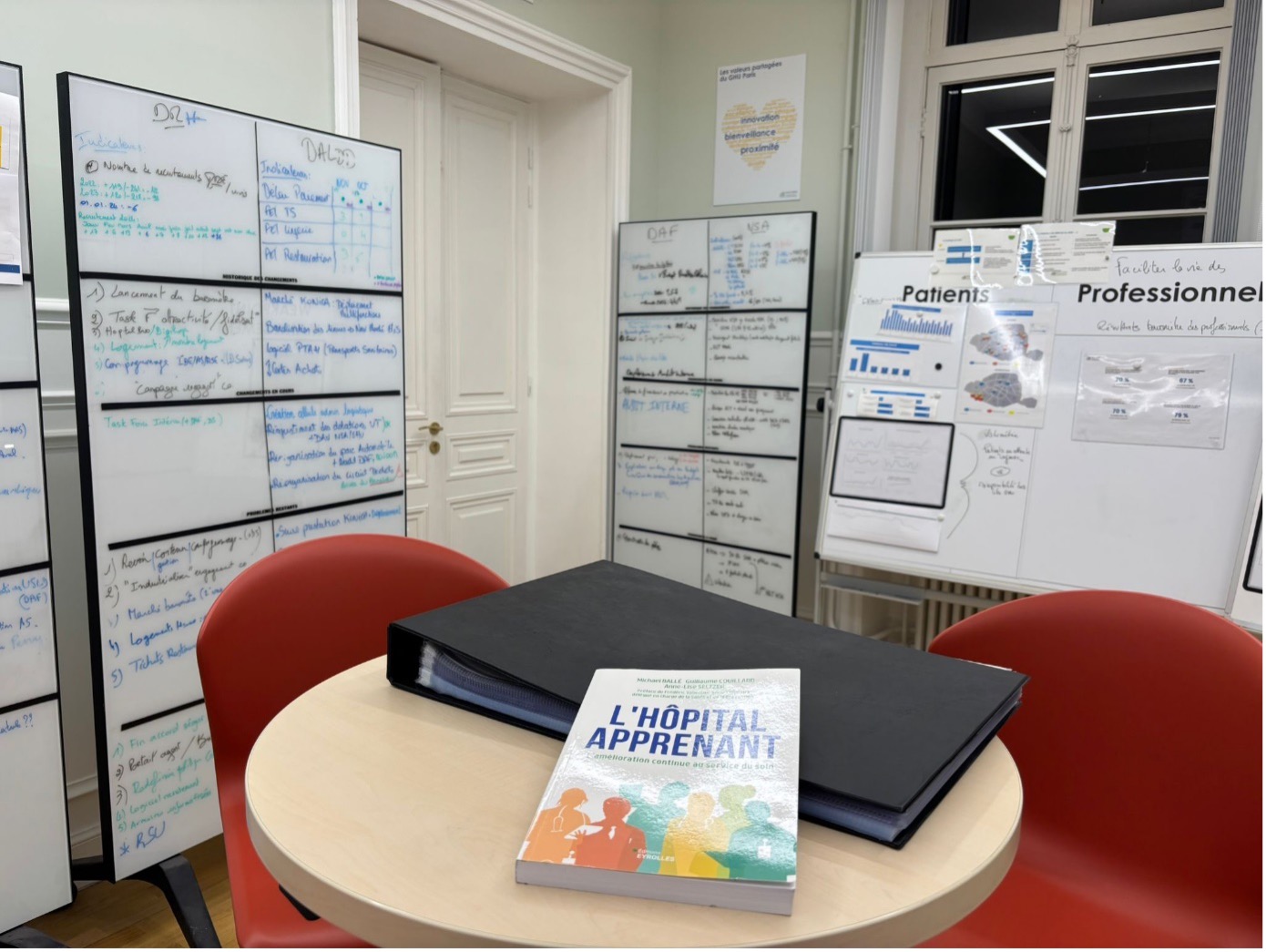
These tools are powerful but demanding and, again, require human mentoring. It is incredibly hard, for example, to write and A3 on our own, as John Shook brilliantly showed in his breakthrough book Managing to Learn. Indeed, as I have argued in other articles and books, managing by solving problems is a uniquely lean way of deepening staff’s deep knowledge about the processes they run and their environment. Here, for instance, you can see the folder of A3s conducted over several years by the executive team of a 5,000-people hospital in Paris, as well as the book we co-wrote with the hospital CEO to deepen our theoretical model of continuous improvement as a healthcare strategy.
SHARING AND COMPARING
We mostly understand things through similarities and differences. Not only do we compare something new to what we already know (and then choose to assimilate and accommodate), but we also learn to transfer knowledge from one domain to the next (not the easiest thing to do) by identifying similarities and differences – and establishing relevance. Finally, by comparing the same notions across different contexts, we reinforce our understanding and build our confidence in using them.
Comparison is at the heart of the Shu-Ha-Ri lean learning method. Shu is mostly about deliberate practice: by repeating the movement, making mistakes and correcting them, we acquire basic skills. But then these skills need to be used in context to deepen and broaden our understanding of them – the ha phase of exploring ideas in varied contexts. Once the fundamentals are in place, we can then extend our understanding of how widely and how differently ideas apply. For instance, visiting many Toyota plants across the world made us realize there wasn’t one Toyota cookie-cutter template applied everywhere. What we were seeing is the same basic principles and thinking interpreted differently by different people in different contexts. This is what led me to realize I was seeing “spillover” (like one advanced practitioner in a yoga group starting a new yoga group) rather than roll-out (a consultant who does the same things to all teams everywhere).
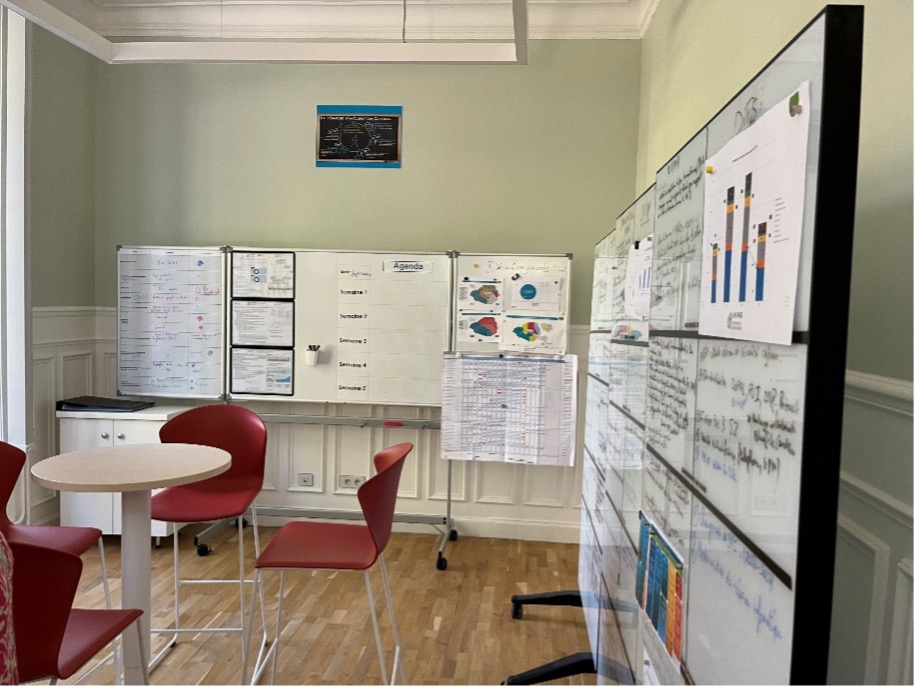
Comparing and sharing, however, don’t happen easily in a vacuum. The organization must set up platforms, stages and arenas where this can happen – typically, participating to a trade fair, conducting product tear downs, and so on. Opportunities to compare must be seen as critical to learning and not “nice to haves” that happen accidentally, if at all. Obeyas, for instance, are physical locations where people can share and compare how they go about solving problems and learn from them. Below, we see the management Obeya of the hospital we mentioned above, where each functional department shares the main changes they’re pursuing with the other departments so they can all compare how they go about it and discuss the cross impact of the changes across the entire organization (a change of transport provider to bring tests from the ward to the lab can lead to a change in timetables, which can lead to whether the nursing day shift or night shift does the sampling, which leads to major organizational headaches).
VOLUNTARY PARTICIPATION
By and far the most powerful form of learning is situated learning, which happens in situation, in context, with others, preferably more advanced than us. Want to learn to run? Join a group of runners. In a context of situated learning, people begin with peripheral participation (joining the sports club to see how it is) and over time they either increase their participation and commit or they don’t. Those who do move towards the center of the community and accelerate their own learning become experts. The social force driving learning for others is such that one learns without quite being aware of it, through simple mechanisms of modelling and being helped in their practice by the group, as well as being supported through difficulties.
The real-life environment, the contextual knowledge, the authenticity of experience and the commitment to individual and group practice are all powerful accelerants to the learning curve. As collaboration increases with other more knowledgeable and experienced than us and as one starts to mentor others, the knowledge material becomes embedded in the person’s identity, which is the path to further deepening knowledge.
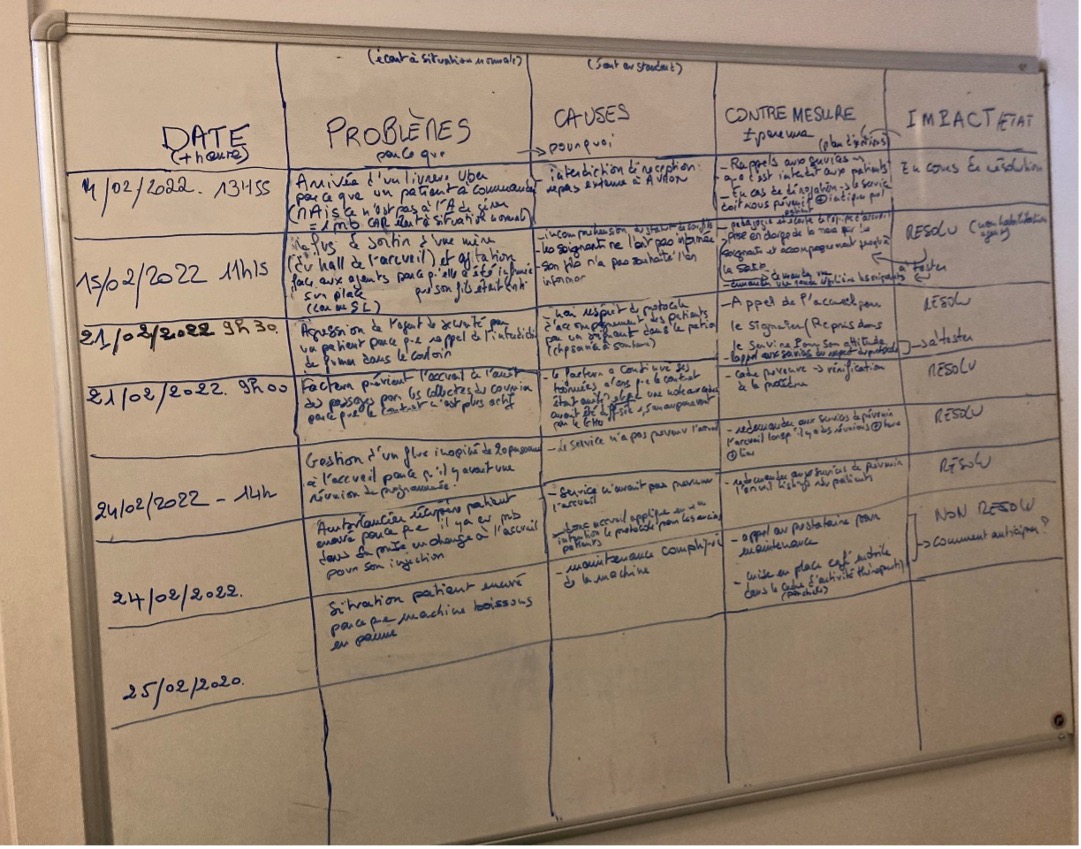
In the hospital case, situated learning will happen both when a nursing student takes part in rounds with more experienced nurses to learn how to care for patients in a real-world immersion that helps them learn not only the technical aspects of care, but also the more intangible but equally important dimensions of empathy, symptom awareness, communication and decision-making skills – all critical to successfully doing their job. But communities of practice can also be set up to share how head nurses guide their teams through problem solving or how more complex issues are considered across the hospitals. For instance, nursing leads using this simple board in debriefs on how problems are handled in their teams can voluntarily be part of a community of practice sharing how these boards are used in the various wards.
One of Kaoru Ishikawa’s many revolutionary inventions to accelerate quality improvements was voluntary participation in quality circles. Again, this won’t happen on its own and Ishikawa describes how he had to convince companies to create space for these quality circles, how he set up a radio program to discuss how they worked and what they produced, and organized get-together events of quality circles mavens. In hindsight, we know both how successful he was in Japan, having a radical influence on Japanese industry’s rapid quality improvement, and how quality circles failed in the West because Western executives never understood what made them work.
Deliberate practice, deep understanding, sharing and comparing, and voluntary participation are the known scaffolding techniques to support and sustain learning curves. They are very powerful tools for adult learning but will likely not happen on their own (unless one is extremely committed and ready to recreate these situations for oneself). As a result, managers must realize they need to set up these situations in the organization with physical meeting spaces, scheduled time to meet, and teachers or mentors to coach the learners in learning the right things. One of the most arduous issues is learning to learn: being sure one learns the right thing and discards the wrong ones.
There have been so many continuous improvement initiatives over time and so few have delivered consistently. We believe the reason is that managers sponsoring these activities have only a vague idea of how adults learn and how the activities should function to increase human capital.
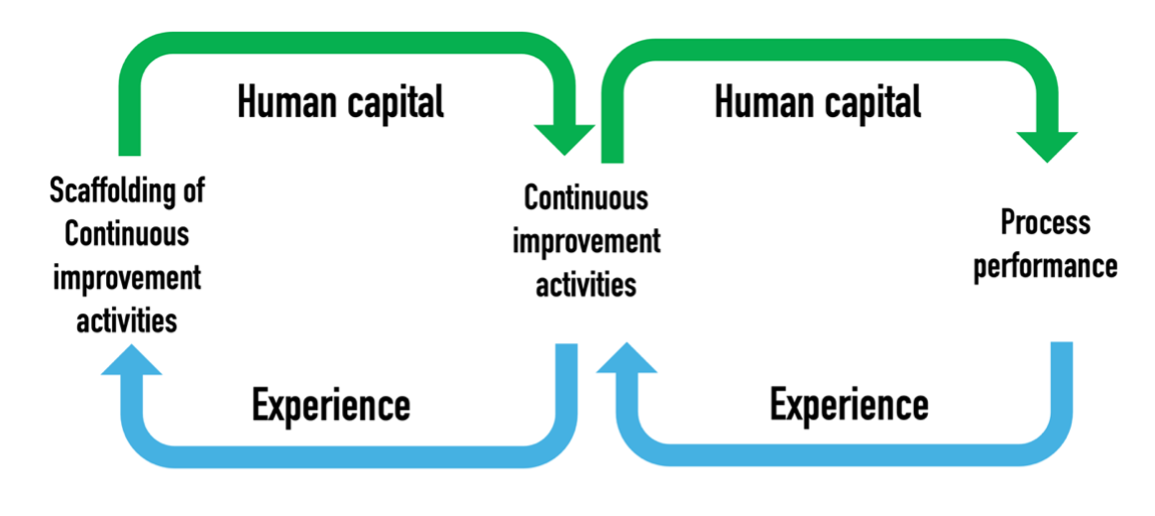
We have come to set a maturity scale for executives in charge of a continuous improvement program:
- Ground level: continuous improvement activities will improve processes by rearranging the steps more efficiently.
- Level one: continuous improvement activities aim to develop people, so that they understand the process better, have better judgement of how general processes perform in specific customer cases and how to better manage them (both their maintenance and their evolution), in order to standardize the problem-solving skills needed to make the process work in edge cases.
- Level Two: continuous improvement activities are supported by learning activities such as training, collaborative problem solving, communities of practice or participating to the program’s maintenance and evolution to reinforce adult learning mechanisms and scaffold the improvement activities themselves.
- Level Three: being able to recognize when these scaffolding activities work (or don’t) according to how people interpret what is supposed to happen in these events and so orient them towards accelerated learning – keeping them focused, reminding them of how important they are, making sure the resources are easily available, encouraging participation, and controlling the quality of the problem-solving.
- Level Four: being able to explain, teach and recruit other executives to set up continuous improvement programs with their embedded support structure.

Lean’s secret is that it organizes the production of human capital in the day-to-day of work. This is incredibly powerful and brings huge benefits in customer satisfaction, overall efficiency, and people engagement. Yet, there is no such thing as a free lunch. Human capital – knowledge, relationships, and the ability to learn – will grow as processes delivery, but not on its own: the mechanisms for this to happen need to be built and supported.
Lean is essentially a toolbox of principles and tools to train bureaucracies to become enabling bureaucracies rather than devolve naturally into red-tape bureaucracies. An essential part of this toolbox is continuous improvement activities – kaizen – but these don’t just work on their own. Executives must have a clear theory of how continuous improvement activities can produce better performance through the development of human capital.
And this working knowledge rests on a basic understanding of how adults learn and how to encourage adults to learn by creating the right learning spaces and learning experiences with peers, coaches and mentors.
JOB = WORK (WITH STANDARDS) + KAIZEN is an easy formula to memorize, but the key to lean success is to constantly question what this equation truly means and hone our skills to make it function.











 his gemba walks. I have highlighted each stage of the discussion above with an image of the TPS house to show what he explains.
his gemba walks. I have highlighted each stage of the discussion above with an image of the TPS house to show what he explains.
 from the previous article, is the co-founder of the group. “We were wondering: is this really what we dreamed of? Is this the price we pay for growth?”
from the previous article, is the co-founder of the group. “We were wondering: is this really what we dreamed of? Is this the price we pay for growth?”



